首页 / 教程
不锈钢焊条规格型号(不锈钢焊条规格型号对照表)
2023-09-23 13:51:00
不锈钢焊条型号是:1、E5023焊条,用于低碳钢结构件;2、E5015焊条,用于塑性、韧性等重要结构件;3、E5016焊条,用于交流焊机焊接;4、E4313焊条,对焊缝表面美观、光滑的薄板构件;5、E4320焊条,用于溶深较大的焊接构件;6、E4300焊条,用于立焊缝焊接构件。

焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,选择是否使用填充材料,使工件的材质达到原子间的结合,而形成永久性连接的工艺过程。那么不锈钢焊接要点与注意事项有哪些呢?
焊不锈钢用什么焊条
不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-2012规定考核。
铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)和耐热性能,通常被选作电站、化工、石油等设备材料。但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。
铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油领域。为防止由于加热而产生晶间腐蚀,焊接电流不宜太大,比碳钢焊条小20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
不锈钢焊条的型号
按照国家相关标准规定,不锈钢焊条的型号是根据熔敷金属的化学成分、焊条药皮类型和焊接电流种类来划分的。
不锈钢焊条型号的编制方法:
★字母“E”表示焊条。
★“E”后面的数字表示熔敷金属化学成分分类代号。
★化学成分用元素符号表示放在数字后面。
★短划“-”后面的两位数字表示焊条药皮类型、焊接位置和焊接电流种类。
两位数字的具体含义为:
15---表示碱性药皮、全位置焊接、直流反接。
16---表示可以是碱性或钛型、钛钙型药皮,交流直流两用、全位置焊接。
17--- 是16的变形,焊缝波纹比16细,平焊时焊缝是凹型的。
25---碱性药皮。,合金元素通过药皮过渡,外径较大,适宜平焊和横焊。
26---碱性和钛钙型药皮,合金元素通过药皮过渡,外径较大,适宜平焊和横焊。
例如:E310Mo-16
E---表示焊条。
310--- 表示熔敷金属化学成分分类代号。
Mo---表示熔敷金属中Mo含量有特殊要求。
16---表示焊条为碱性和其他类型药皮,全位置焊接,采用交流和直流反接焊接。
不锈钢焊条的选择
不锈钢焊条适用于铬含量大于10.50%、镍含量小于50%的耐腐蚀钢或耐热钢的焊接,使用时应根据不锈钢的材质、工作条件(包括工作温度和接触介质)来选择。
主要从以下几方面考虑:
①在高温环境下工作的耐热不锈钢,选择焊条主要是能满足焊缝金属的抗热裂纹性能和焊接接头的高温性能。
对于Cr/Ni≥1的奥氏体耐热钢,如1Cr18Ni9Ti、Cr17Ni13W等,一般均采用奥氏体-铁素体不锈钢焊条;若Cr/Ni<1的稳定型奥氏体耐热钢,
如Cr16Ni25Mo6、Cr15Ni25W4Ti2等,一般应在保证焊缝金属具有与母材化学成分大致相近的同时,增加焊缝金属中Mo、W、Mn等元素含量,以提高焊缝的抗裂性。
②在各种腐蚀介质中工作的耐蚀不锈钢,应根据介质和工作温度来选择焊条。对于工作温度在3000C以上、有较强腐蚀性的介质,则选用含有Ti或Nb稳定化元素或超低碳不锈钢焊条;
对于含有稀硫酸或盐酸的介质,常选用含Mo或含Mo和Cu的不锈钢焊条;对于在常温下工作,腐蚀性弱或仅为避免锈蚀污染的设备,可采用不含Ti或Nb的不锈钢焊条。
③对于铬不锈钢,如马氏体不锈钢1Cr13、铁素体不锈钢1Cr17Ti等,为了改善焊接接头的塑性,采用铬镍奥氏体不锈钢焊条。
最新内容
| 手机 |
相关内容
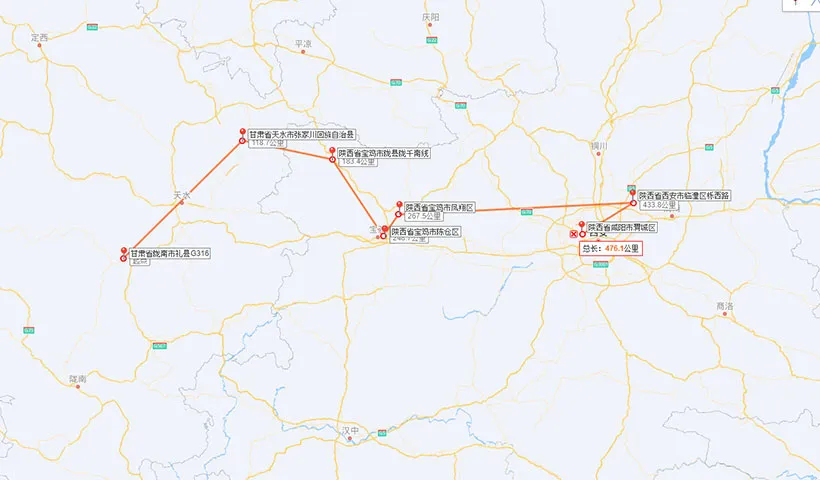
秦国是现在的哪个省 | 在中国地图
秦国是现在的哪个省 | 在中国地图什么位置,东部,西部,七国,一小块,甘肃省,公时,公元前,中国,秦国的地理区域在现在的陕西西部。秦国在战国
魔兽世界暗影牧师天赋(魔兽世界暗
魔兽世界暗影牧师天赋(魔兽世界暗影牧师天赋选择),虚空,暗影,暗牧,技能,选择,形态,天赋,灌注,1. 魔兽世界暗影牧师天赋选择搭配推荐:1、牧师
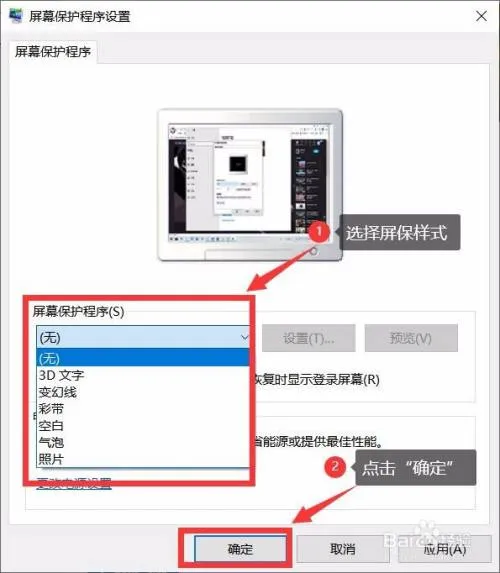
怎样找到电脑的文件夹(怎样找到电
怎样找到电脑的文件夹(怎样找到电脑的文件夹位置),文件,位置,搜索,点击,用户,选项,路径,默认,1. 怎样找到电脑的文件夹位置1。如果是在桌面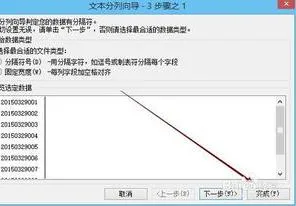
wps数字转换为文本 | 将wps表格中
wps数字转换为文本 【将wps表格中的数值转换为文本形式】,文本,文本格式,表格中,数字,教程,字变,1.怎样将wps表格中的数值转换为文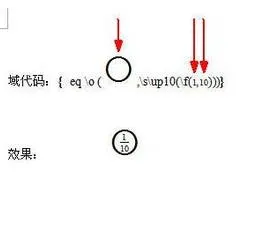
在wps中插入小圆圈1 | WPS中在圆圈
在wps中插入小圆圈1 【WPS中在圆圈里插入数字】,插入,数字,符号,怎么打,教程,表格中,1.WPS中怎么在圆圈里插入数字1、word2003中选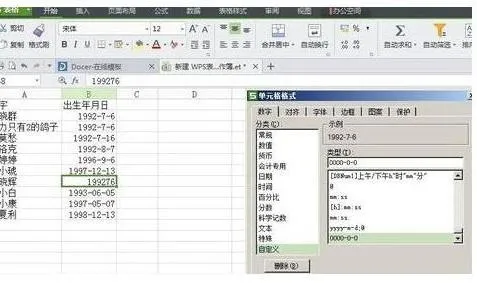
修改wps表格数字格式 | wps表格中
修改wps表格数字格式 【wps表格中设置数字格式为文本格式】,数字,表格中,文本格式,表格,格式,文本,1.wps表格中怎么设置数字格式为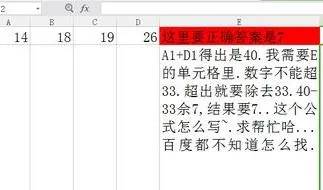
把wps中两列数字相加 | wps表格设
把wps中两列数字相加 【wps表格设置一列或者一行所有数值相加】,表格,两列,怎么设置,重复,教程,数字,1.wps表格怎么设置一列或者一
在wps表格中经纬度标注 | 在Excel
在wps表格中经纬度标注 【在Excel表中有大量经纬度坐标在地图上标注出来并确定位置】,经纬度,标注,位置,表格中,操作,教程,1.在Exce